خانه » فرزکاری

فرز کاری
فرزکاری
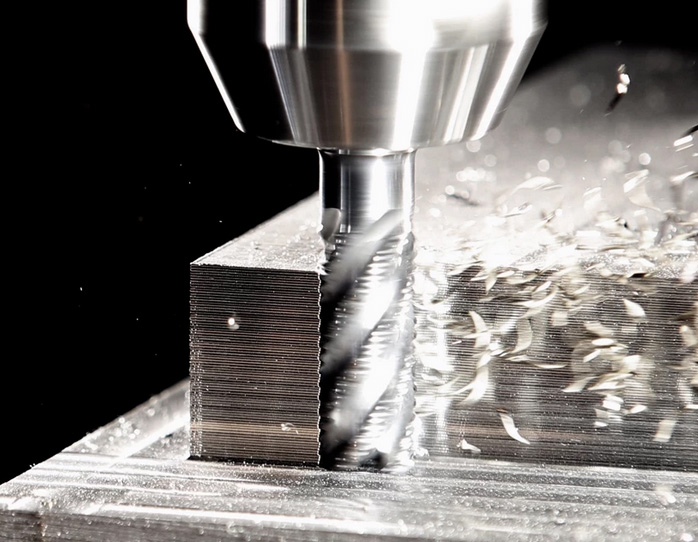
فرایند براده برداری سطوح قطعه کار را فرزکاری می گویند ، که در آن ابزار برش توسط تیغه چند لبه با چرخش خود به کمک دستگاه فرز مواد اضافی را از روی قطعه کار برمیدارد. در این روش قطعه در جای خود ثابت بوده و دستگاه به صورت دورانی عمل براده برداری را انجام میدهد.
یکی از ویژگی های مهم فرزکاری ، دقت بالا در برش اشکال و اندازه های مختلف است ، همین سبب شده است تا امروزه به از فرآیندهای بسیار متداول تولیدی در کارگاهها و صنایع ماشینآلات تبدیل شود..
هدف از فرزکاری
اولین و مهم ترین هدف فرزکاری حذف مواد اضافه از قطعه کار است. این فرایند اجازه میدهد تا با براده برداری مواد خام ، اشکال مد نظر خود را با دقت بالا تولید کنید.
فرزکاری بیشتردر سه نوع مجزا از سوراخ کاری مورد استفاده قرار میگرد: سوراخ های گرد بزرگ که نمی توانند سوراخ شوند، سوراخ های سوراخ دار گرد و سوراخ های مستطیلی.


نیاز به مشاوره دارید؟
با تکمیل فرم زیر منتظر تماس کارشناسان الکالیزر باشید!!!
خدمات فرزکاری
برای ایجاد سوراخ های گرد بر روی قطعه کار ، فرز کاری بهترین گزینه انتخابی می باشد. توجه داشته باشید که هرچه قطر سوراخ بزرگتر بوده، موتور واحد مته باید بزرگتر باشد. هنگامی که بر روی قطعه فقط یک سوراخ بزرگ باید ایجاد شود، بهتر است از آسیاب استفاده شود که نتیجه آن مشابه فرآیند حفاری می باشد.
در فرآیندهای استاندارد، دستگاه حفاری سوراخی را سوراخ می کند که آسیاب از قبل در آن پایین آمده باشد. سپس سوراخ را تا قطر مورد نیاز پاک می کند..
طیف کاری
فرزکاری طیف گسترده ای از عملیات و ماشین آلات مختلف را در بر میگیرد. از قطعات کوچک جداگانه تا عملیات فرز گروهی بزرگ و سنگین را به راحتی میتوان اجرایی کرد. این فرایند یکی از پرکاربردترین ماشینکاری قطعات سفارشی با تلرانس های دقیق است.
“یکی از نکات قابل ذکر فرزکاری در جهات مختلف بر روی یک یا چند محورکه سرعت و فشار سر برش می باشد. قطعه کار با قرار گرفتند بر روی سکو که در داخل دستگاه است ، ثابت شده و عملیات فرزکاری و سوراخ با دقت بالا انجام میشود.”
فرز
در دستگاه فرز ، یک ابزار برش با دندانه های تیز است که با سرعت بالا می چرخد. با قرار دادن قطعه در جای مخصوص و وارد کردن آن به فرز دوار، مواد به صورت براده های کوچک بریده شده و شکل مورد نظر تشکیل میشود.
ویژگی ها
یکی از مهم ترین ویژگی هایی باید به آن اشاره کرد ، قابلیت تولید هندسه های پیچیده و دقیق است. معمولاً از فرز برای ساخت قطعاتی استفاده می شود که نقطعه تقارنی با محوری ندارند و ویژگی های زیادی مانند سوراخ ها، شکاف ها، جیب ها و حتی خطوط سه بعدی سطح دارند.
یکی از روش های پرکابرد برای حذف مواد از سطح قطعه کار فرزکاری است ، که توسط یک فرز این کار را انجام میدهد. فرز دارای چندیل لبه برش بوده و به صورت دوار برش را انجام میدهد. در عملیات حفاری ابزار در امتداد محور چرخش خود میچرخد، اما فرز معمولاً عمود بر محور خود حرکت می کند و برش را در محیط فرز انجام میدهد.

مکانیزم
لبه های برش ابزار به گونه ای است که هنگام حرکت کاتر فرز به داخل قطعه کار ، بارها و بارها به داخل و خارج رفته و مواد بریده می شود.
برش فلز نسبت به برش مواد نرم تر با تیغه کمی متفاوت تر است. در این عمل برش مواد به صورت ذره های کوچک که تقریبا به تراشه ها متصل هستند از قطعه کار دفع
می شوند.
برای برش های کوچک و مجزا از فرایند آسیاب استفاده میشود. برای این کار از برش چند دندانه، چرخاندن کاتر با سرعت بالا، یا پیشبرد آهسته مواد از طریق کاتر استفاده می شود. در بسیاری از مواقع ترکیب این سه رویکرد برای پیشبردن کار صورت میگرد.
روش کار
روش کار به این گونه است که میتوان عملیات مختلفی را در طول چرخه ایجاد کرد ، تا شکل دلخواه با دقت و تمیزی به عمل آید. در ادامه عملیاتی که در فرزکاری مورد استفاده قرار میگیرد و نحوه کارایی آنها را به شما میگوییم.
پایان آسیاب
برای ماشینکاری کردن یک ویژگی خاص مانند یک پروفیل، یک شیار، یک جیب یا حتی یک کانتور سطح پیچیده ، تنها یک آسیاب انتهایی برای برش های محیطی یا شیاری که بر اساس فاصله تغذیه بر روی قطعه کار تعیین می شود کافی است. عمق ویژگی را هم در یک پاس ماشین کاری و هم در عمق برش محوری کمتر و ایجاد چند پاس می توان به دست آورد.
فرز پخ
برای ایجاد سطحی زاویه دار که به آن پخ گفته میشود ، با ظرافت و دقت بالا در امتداد لبه قطعه کار صورت میگرد. با توجه به نوع کار پخ را که معمولا زاویه ۴۵ درجه است ، در خارج یا داخل قطعه ماشین کاری می شود که می توان در مسیری مستقیم یا منحنی آن را انجام داد.
فرز صورت
از آسیاب انتهایی برای ایجاد سطح صاف در قطعه کار استفاده می شود. در عمق های بسیار کم که سطح انتهایی را در برمیگرد ، تنها با یک پاس ماشینکاری یا ماشینکاری با عمق برش محوری کمتر و انجام چندین پاس می توان کار را انجام داد.
حفاری
برای ایجاد سوراخ یا حفاری کردن ، قطعه را در جایگاه مخصوص قرار گرفته و سپس یک مته به صورت محوری در آن نفوذ می کند. سوراخی که در قطعه ایجاد میشود وابسته به ابزاری می باشد که از آن استفاده می شود.
” در عملیات حفاری امکان ایجاد یک سوراخ کورکه تا عمق مشخصی در داخل قطعه کار امتداد دارد است. همچنین میتوان یک سوراخ عبوری که به طور کامل از طریق قطعه کار گسترش می یابد نیز ایجاد کرد.”
ریمینگ
زمانی که سوراخی با ابزار مورد نظر بر روی قطعه ایجاد میشود ، یک ریمر به صورت محوری به داخل قطعه فرو میرود و سوراخ را تا قطر ابزار بزرگ میکند. این عملیات پس از سوراخ کاری انجام میشود تا هم مواد اضافی را حذف کند و قطری دقیق تر و سطح داخلی صاف تر ایجاد میکند.
ضربه زدن
در تمام مدت کار ، یک شیر آب به صورت محوری و مداوم در قطعه کار نفوذ می کند و رزوه های داخلی را در سوراخ موجود برش می دهد. نکات جالب اینجاست که معمولا سوراخ موجود با اندازه شیر مورد نیاز حفر می شود و به این صورت میتوان می تواند شیر مورد نظر را در خود جای دهد.